Handmade Percussions

In the world of metal snare drums, people talk about thickness, alloy, finish, hoops. Almost never about the shell joint. Yet that seam is where a decisive part of sonic quality is won or lost.
Welding technology is not a production detail: it is a structural element of sound.
In traditional welding processes (TIG/MIG), the high heat input inevitably generates a Heat-Affected Zone (HAZ) around the weld bead.
In that area, the metal undergoes:
Mechanically, this means non-uniformity. Acoustically, it means one thing: the shell no longer vibrates in a perfectly uniform way.
Stiffer or “softer” spots form along the circumference. And every structural discontinuity becomes a vibrational discontinuity.
The result may include:
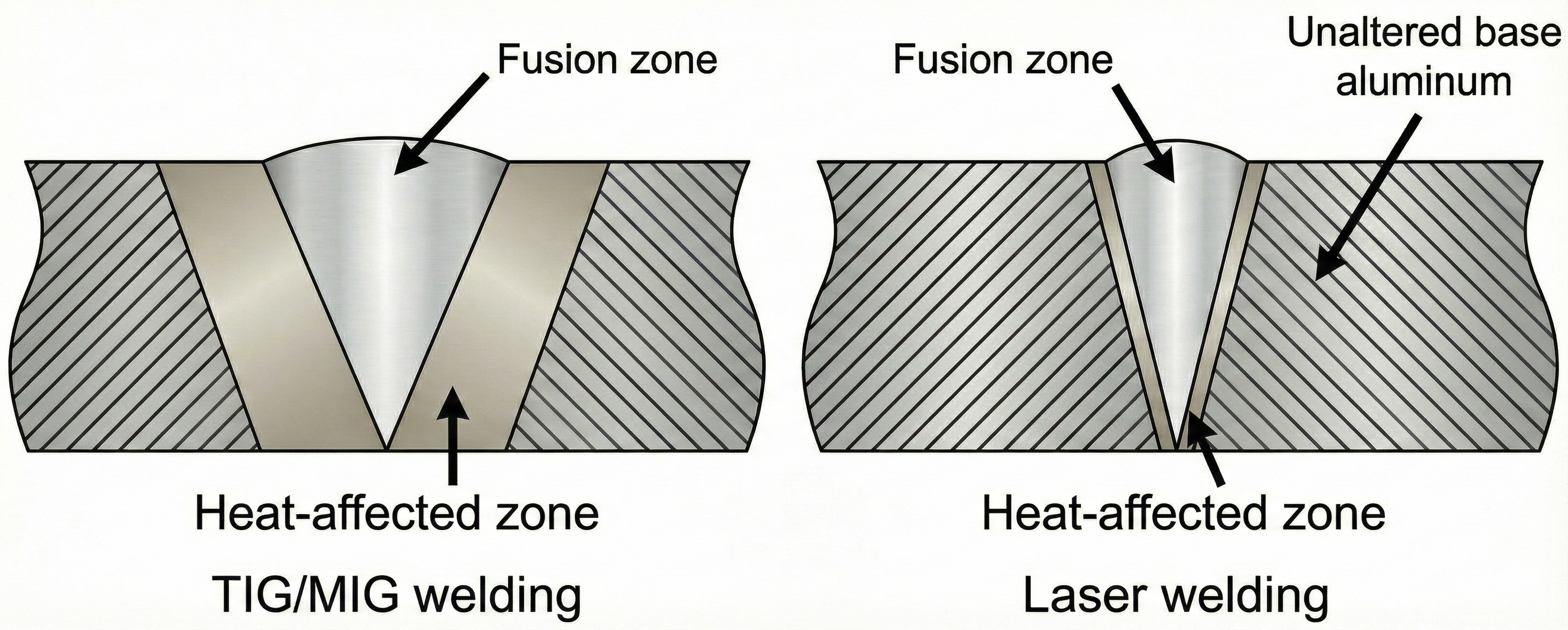
Laser welding works with an extremely concentrated and localized heat input. The energy is focused precisely, drastically reducing the area influenced by heat.
The outcome is real structural continuity around the circumference.
And structural continuity means vibrational continuity.
A laser-welded shell behaves like a single, coherent surface.
This is not marketing. It’s mechanics applied to acoustics.
When the structure is homogeneous, energy distribution is uniform. When energy distribution is uniform, the sound becomes more controllable and cleaner.
Choosing laser welding means choosing metallurgical precision, geometric stability, and vibrational consistency.
On an aluminium or steel snare drum—where every detail affects response—joint quality is not secondary. It’s fundamental.
That’s why laser technology is not just a modern solution. It’s an integral part of the instrument’s sonic identity.
Process • Metallurgy • Acoustics